全国服务热线
189-6101-8896
189-3683-3735
全国服务热线
189-6101-8896
189-3683-3735

联系人:吕经理
手 机:18961018896
手 机:18936833735
传 真:0523-88580718
邮 箱:tztlf96@163.com
网 址:www.tztlfjx.com
地 址:泰州市姜堰区娄庄工业园区
气孔是指在焊接时,熔池中的气泡在凝固时未能逸出而形成的空穴。直销波纹管产生气孔的主要原因有:坡口边缘不清洁,有水份、油污和锈迹;焊条或焊剂未按规定进行焙烘,焊芯锈蚀或药皮变质、剥落等。此外,低氢型焊条焊接时,电弧过长,焊接速度过快等,波纹管都易在焊接过程中产生气孔。由于气孔的存在,使焊缝的有效截面减小,过大的气孔会降低焊缝的强度,破坏焊缝金属的致密性。

.电化学保护采用阴极保护和阳极保护。波纹管阴极保护是利用外加直流电源,使金属表面变为阴极而达到保护,此法耗电量大,费用高。波纹管厂家阳极保护是把保护的冷却器接以外加电源的阳极,使金属表面生成钝化膜,从而得到保护。
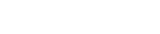
定时对列管式冷却器管制和外壳进行试压、试漏,查看螺栓松紧度,做好保温、防腐办法(必要时需进行部分检测)。直销波纹管对管制也要进行定时的整理,查看换热管是不是有变形和曲折的状况。查看隔板和折流板以及拉杆螺栓的腐蚀状况。波纹管查看冷却器的密封面,确保密封面无划痕、凹坑。在列管式冷却器正常作业时,还要对管板和管子焊接处进行上色查验。

降低介质的侵蚀性,可以通过除去列管式冷却器介质中的溶解氧和氧化剂以控制应力腐蚀,降低介质中Cl- 的质量浓度,波纹管厂家严格控制介质中硫的质量浓度也是控制应力腐蚀的有效措施。完善换热器结构构造,为避免残留液和沉积物的滞留,焊接时尽量采用双面对接焊和连续焊,避免搭接焊和点焊。在焊接工艺中应100%填补焊丝, 以保证焊缝成型良好。波纹管减小残余应力,根据实际经验,引起应力腐蚀破裂的应力主要是残余应力,而残余应力主要是由冷加工以及焊接引起的内应力所构成。

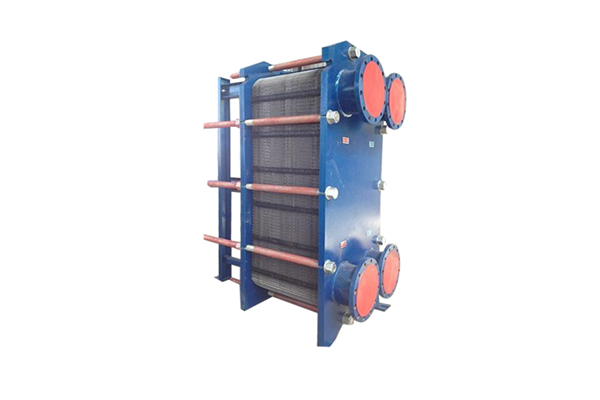
一类是框架式(可拆卸式)板式冷却器,直销波纹管还有一类是钎焊式板式冷却器。板片形式主要有人字形波纹板、水平平直波纹板和瘤形板片三种。框架由固定压紧板、活动压紧板、上下导杆和夹紧螺栓等构成。板片由各种材料的制成的薄板用各种不同形式的磨具压成形状各异的波纹,波纹管厂家并在板片的四个角上开有角孔,用于介质的流道。板片的周边及角孔处用橡胶垫片加以密封。